Offset installation and placement of offset presses
An assembly and positioning sequence and reference
Before the assembly, the center line is first defined. There are generally two types of center lines: one is the shop center line; the other is the wall. The determination of the center line shall be based on comprehensive consideration of factors such as the area occupied by various types of offset presses and auxiliary equipment. For example, the Speedmaster CD102 Offset Press of the Heidelberg, the distance between the center line of the machine and the wall shall not be less than 3.9 meters, otherwise it will affect the installation and maintenance space of the auxiliary equipment.
Once the centerline is determined, the laser level is used to measure the level of the foundation between each meter over the entire length of the machine. (see Figure 10-2), first adjust the horizontal position of the laser transmitter, and then measure the distance between a ~ b, you can know the ground error conditions.
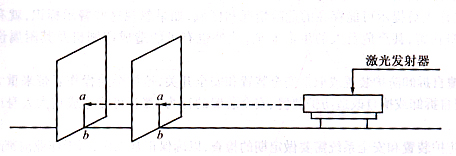
(Figure 10-2 Schematic diagram of measuring the level of the foundation)
When measuring the level of the foundation, the person receiving the laser should take care not to let the laser shine directly on the eyes so as not to damage the retina. The purpose of measuring the level of the foundation is to fully understand the flatness of the foundation before installing the machine so that the height of the first crew can be accurately determined and the follow-up crew can not fall due to the ground level error.
After confirming the centerline of the machine installation, a straight line perpendicular to the centerline must be drawn at the end of the first unit to determine the correct position of the first unit. The correct positioning of the first unit is critical. If the positioning of the first unit is slightly wrong, the entire machine installation will deviate from the center line of the machine. Finally, the oil pan of the first unit will be placed on the ground according to the center line and vertical line of the machine, and will be The first unit was placed in the oil pan and the horizontal and vertical directions of the first unit were adjusted with a leveling machine with an accuracy of 0.02 mm/m. After the adjustment, the ground was observed for settlement (not less than 12 hours). The method is: the frame level instrument is sucked in the machine's reference position, do not move or collide with the level instrument.
The process and essentials for assembling and seating in the second place
Only when the first unit is in place and the level is correct, the second unit can be assembled. In the process of lifting (combined with the lifting operator and the machine personnel), no collision phenomenon can occur, so as to avoid damage to the machine. In the case that the second unit is quite close, a small wooden block is used to sandwich the two groups (collision avoidance). When the two units are about 5 cm apart, the top and the bottom are pushed together and the bolts are gradually tightened. Collision butt joints, the key is in each unit under the four foot blocks, with two 0. 2 mm thick plastic sheet cut into 20 cm × 20 cm size, add some grease in the middle, padding in the foot, so move the unit At that time, the resistance is greatly reduced. After the unit is spliced, it is pumped one by one. After the splicing of the first and second units is completed, the level adjustment of the second unit is started. The adjustment method is based on the first unit, using the dial indicator to hit the datum plane of the second unit and the first unit, requiring vertical and horizontal almost zero-to-zero, and then testing the level of the second group with a box level and bar level And adjust it appropriately. The installation splicing of the third and fourth units is the same as that of the second unit. When each unit fights, pay attention to the engagement marks made by the manufacturer on the gears. If the engagement marks are not aligned, the machine should be disassembled and reassembled. Finally, the assembly of the paper feeding and the paper collection is carried out.
After the assembly of the mainframe is completed, the installation of auxiliary equipment, such as a computer console, a water tank, a vertical central air supply cabinet, an electric box, and all the lines, all pedals, armrests, and related devices are installed. After the machine is installed, check all the actions of the machine; for example, lifting, jogging, running, constant speed, pressure, powder spraying, air pump, water tank (circulation and cooling), functions of the computer console, lubrication device, and dust removal device. , pneumatics, various insurance devices, and functions for feeding and collecting paper. After the inspection, the test run is carried out, and the speed is gradually increased from 15,000 to 15,000. After one hour of operation, check whether the three-roller shaft head is hot. If there is no abnormality, install it and enter the machine commissioning phase.
PET Film, BOPP Laminating Film Co., Ltd. , http://www.chpetfilm.com